-
Precision casting process
Wax pressing (wax model made by shooting wax) — wax repairing-wax inspection-group tree (wax module tree) — making shells (dip the slurry first, drench the sand, then dip the slurry, and finally mold Shell air-drying) — Dewaxing (steam dewaxing) ——- Mold shell roasting-Chemical analysis-Pouring (Pouring molten steel in the mold shell)-Vibration shell removal — Cutting…
-
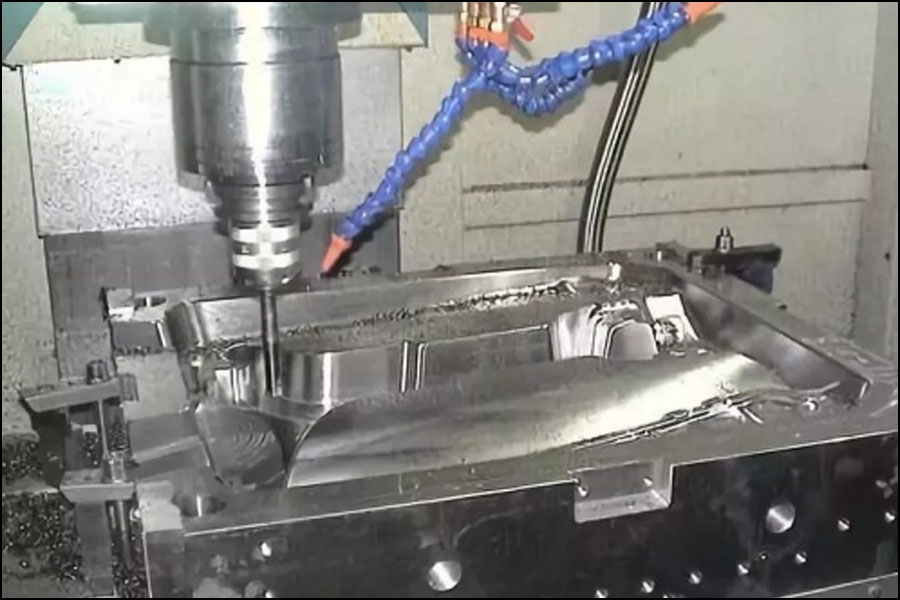
Processing technology of precision parts machining surface
-

Rough Reference Selection Principle For Machining Precision Parts
Rough reference is the reference for positioning on the rough surface in the initial processing steps. When selecting a rough reference, ensure that each surface has sufficient machining allowance so that the processed surface has a proper mutual position with the non-processed surface. The selection principles are:
-

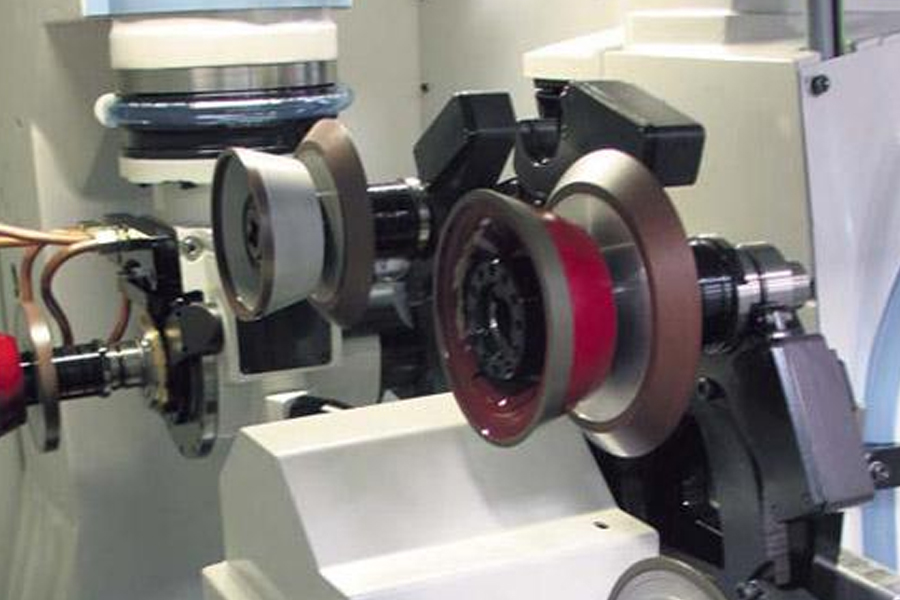
Principles for selecting precision machining standards
In the subsequent steps, the processed surface is used as the positioning reference. This positioning reference is called the fine reference. The selection of the precision reference directly affects the mutual position accuracy of each surface of the part. Therefore, when selecting the precision reference, it is necessary to ensure the machining accuracy of the…
-

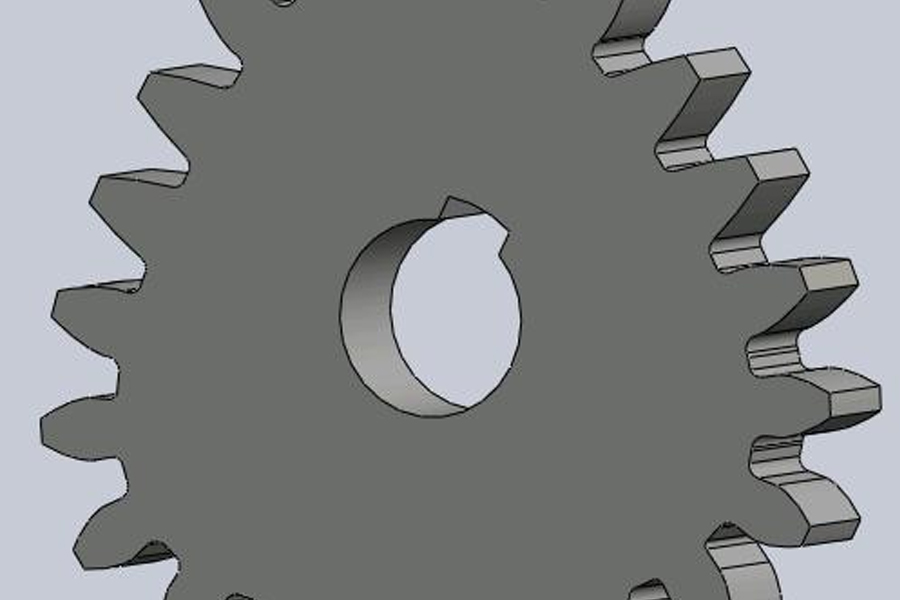
Technical requirements for precision parts machining
-

Process review of parts
(1) Analysis of completeness and correctness of part drawings The view of the part should meet the requirements of the standard, the position is accurate, and the expression is clear; the relationship between the geometric elements (points, lines, and surfaces) (such as tangent, intersection, and parallel) should be accurate; the dimensioning should be complete and…
-

Inspection and maintenance of precision machine tools
-

Design Principles for Precision Parts Processing
-
Matters needing attention in CNC machining correction
1) Pay attention to the verticality when dragging the workpiece, drag it flat while pulling the vertical edge. 2) When the workpiece is split, verify twice. 3) After dividing the number of hits, the median should be checked according to the size of the outline and the size on the parts drawing provided in the…
-

Four technical indexes of processing fine hole quality
Four important technical indicators for the quality of fine holes in precision parts processing
-

Process knowledge of precision metal processing
-

CNC machining daily maintenance

